

Výrobu televizních přijímačů lze rozčlenit na tři základní části:
Předvýroba, kde se zhotovují jednotlivé mechanické díly, potřebné k sestavení přijímače.
2. Příprava montáží, lépe řečeno předmontáž, kde z dílů dodaných předvýrobou nebo nakoupených u spolupracujících dodavatelských závodů se sestavují menší funkční celky, např. navíjení a impregnace cívek, transformátorů apod.
3. Vlastní montáž, kde se zapojují, nastavují, zkoušejí, zahořují a nakonec balí hotové výrobky - televizní přijímače.
Je pochopitelné, že články výrobního řetězu jsou mnohem složitější, leč pro názornost nebudeme celou výrobní technologii raději dále rozvádět. Jenom připomínáme, že k tomu, aby zákazník dostal výrobek po všech stránkách jakostní, je třeba, aby výrobní postup byl ve všech fázích pod kontrolou.
Kontrola je samostatnou složkou celé výrobní organizace a jejím úkolem je kontrolovat jakost výrobních materiálů, nakupovaných součástek, vyráběných dílů i hotových výrobků. Činnost kontroly začíná při přejímání materiálu určeného pro výrobu přijímačů, pokračuje během celého výrobního postupu a končí kontrolou hotových výrobků před odesláním do obchodní sítě.
|
|
|
|
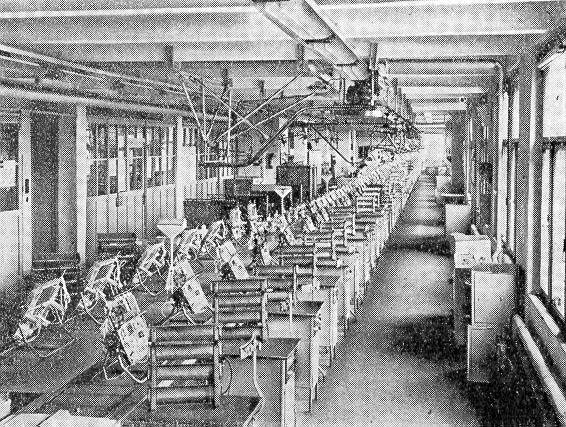
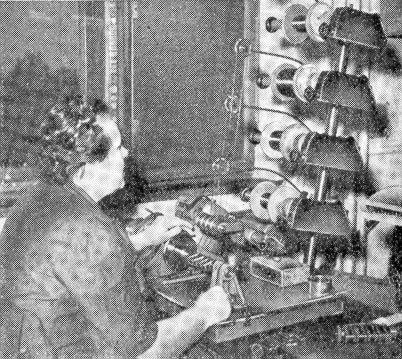
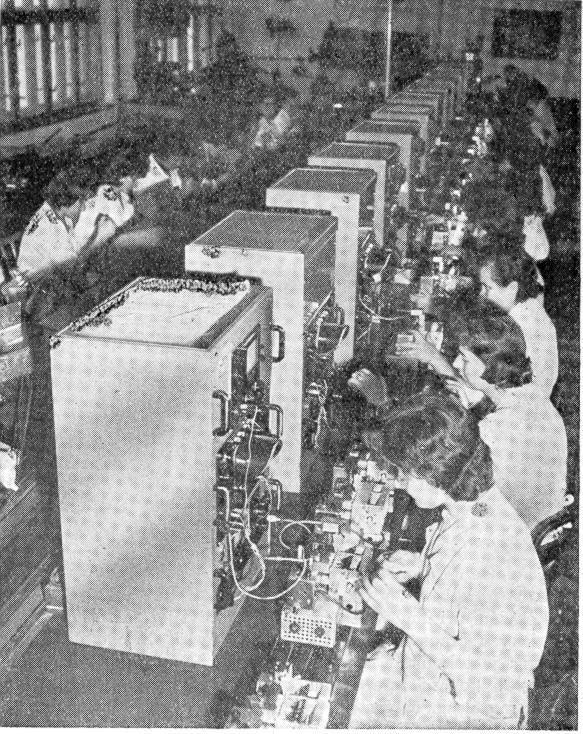
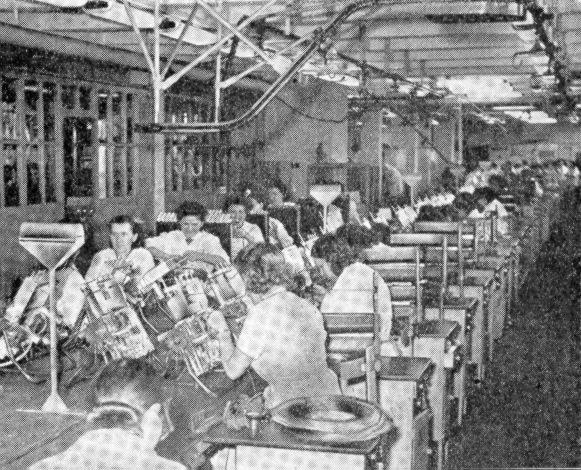
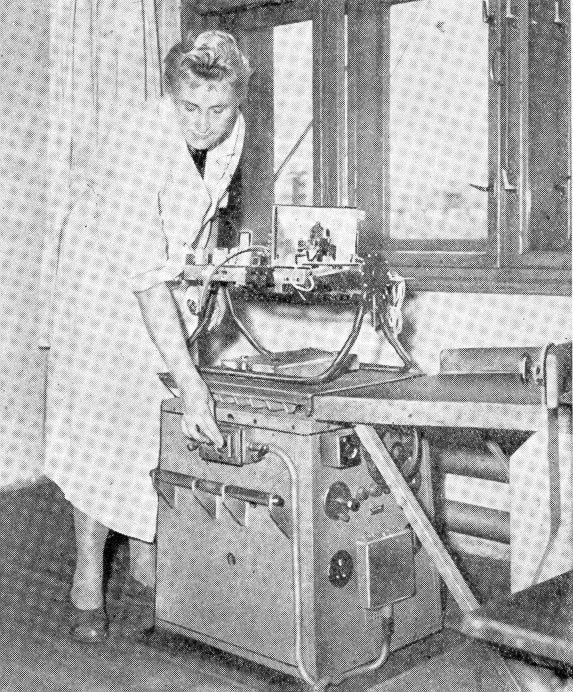
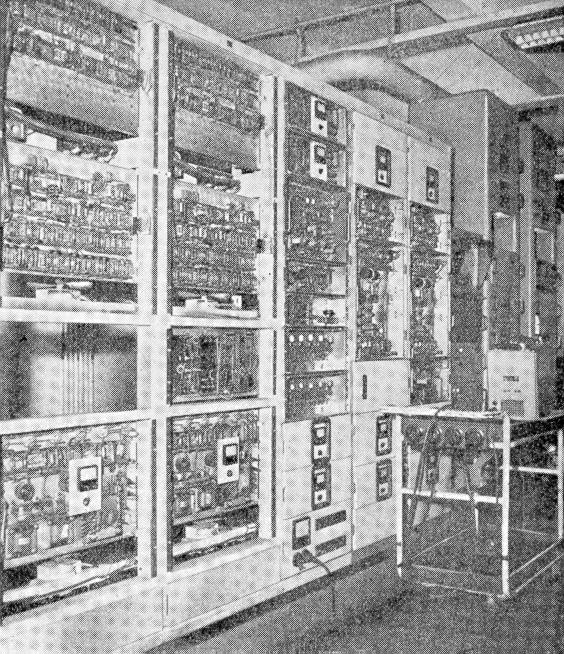
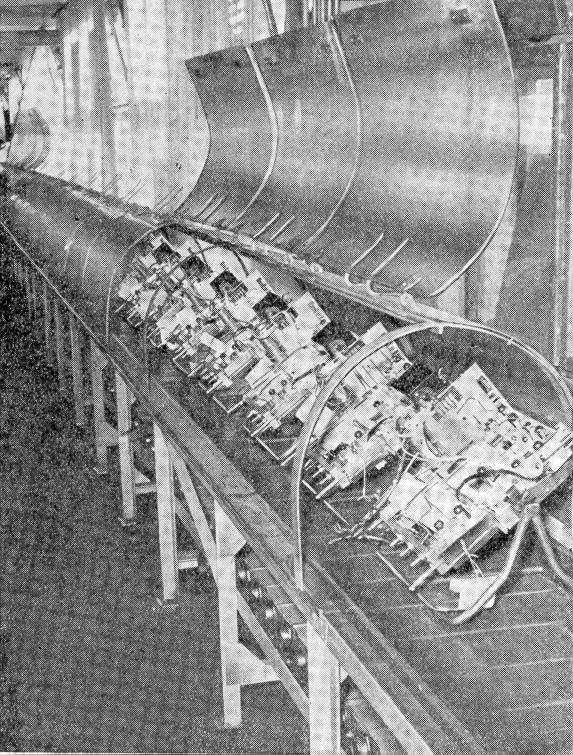
| Obr. 1. Celkový pohled do výrobní haly - část mechanické montáže. | Obr. 2. Celkový pohled do výrobní haly - přísun válečkovou drahou ke skříňovacímu pracovišti. | Obr. 3. Pracoviště navíjení vertikálních vychylovacích cívek. | Obr. 4. Pracoviště navíjení horizontálních vychylovacích cívek. Navíjí se přímo do tvarované formy |
Výroba televizních přijímačů je náročná a vyžaduje velmi pečlivou kontrolu. Z celkového počtu hodin potřebných pro výrobu přijímače připadá na kontrolu přibližně 20%.
Aby výroba byla hospodárná, dodávají se k vlastní montáži součásti a díly všestranně vyzkoušené a předem nastavené. Tím je zajištěna plynulá a dokonalá výroba, a tím ovšem i velká produktivita. Montáž přijímačů je pásová s nuceným pohybem pásu. Ve výrobním prostoru je několik pásů. Materiál se na pás i mezi pásy dopravuje transportéry (dopravníky), aby fyzická námaha pracovníků byla co nejmenší. Pohyb transportérů je upraven tak, aby ani při přesunování nebylo třeba zásahu člověka (obr. 5 až 8). Pásy jsou upraveny tak, aby je bylo možno kdykoli a snadno přestavit na výrobu jiného přijímače.
K odsunu hotových přijímačů k balení a expedici slouží samočinné dopravníky.
Kanálové voliče se vyrábějí v oddělených prostorách (obr. 9). Po dokonalém nastavení a přezkoušení se na hlavním pásu vestavují do dosud nedohotoveného přijímače. Na mechanické části pásu pracují pracovnice čelem k pásu, při čemž jim slouží za pracoviště vlastní pás (obr. 10). Pás má cyklický pohyb. Před uplynutím potřebného času (cyklu) zazní signál a za dalších 5 vteřin se pás posune o polohu dále a přesune šasi přijímače k dalšímu pracovišti. Po určitém počtu operací, obyčejně 5 až 10, následuje mechanická kontrola provedených úkonů.
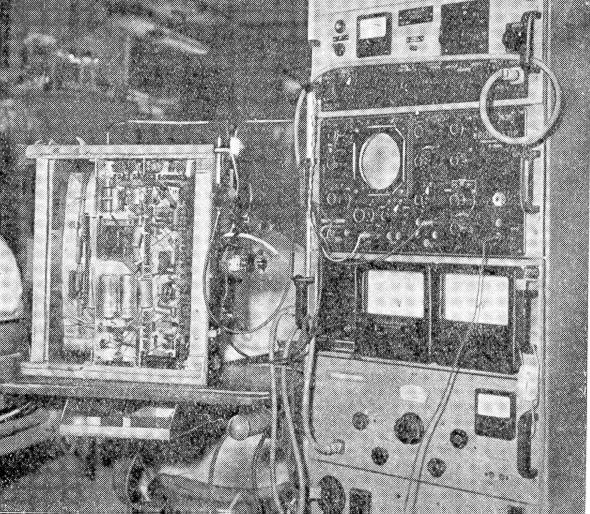
Když je přijímač zcela smontován, přesune jej transportér k otřásacímu pracovišti (obr. 11), kde se právě dohotovený přijímač po dobu asi 120 vteřin otřásá se značným zrychlením. Tím se z přijímače bezpečně odstraní jakékoliv odštipky drátu, projeví se nedokonalé pájení a popř. jiné mechanické nedostatky. Po opětné kontrole se přijímač přesune na další pás, který jako všechny následující má již plynulý pohyb. Je zřejmé, že pohyby všech pásů, popř. trvání cyklů je řízeno automaticky, programově (obr. 12). Program lze nařídit na týden kupředu pro dvě pracovní směny. Rychlost pásu během dne kolísá se zřetelem na poznatky získané vědeckým způsobem řízení práce.
 |
 |
 |
 |
| Obr. 5. Transportní tunel, kterým se přivážejí připravené skříně s obrazovkou. Levou drahou se odvážejí hotové přijímače k balení. | Obrázky 6, 7, 8 ukazují postupné fáze přesunu skříně až na pás, který bez jakéhokoliv zásahu dopraví skříň až na potřebné pracoviště. | ||
Pracoviště elektrické části pásů jsou řešena tak, aby bylo možno vyrábět přijímače, u nichž je obrazovka nedílnou součástí šasi i přijímače, u nichž je obrazovka součástí výstroje skříně a šasi se nastavuje bez obrazovky. Každé elektrické pracoviště je doplněno stojanem na příslušné měřicí přístroje, nebo je ve stojanu zabudován monitor, tj. kontrolní přijímač, je-li obrazovka montována pevně do skříně (obr. 13).
 |
 |
 |
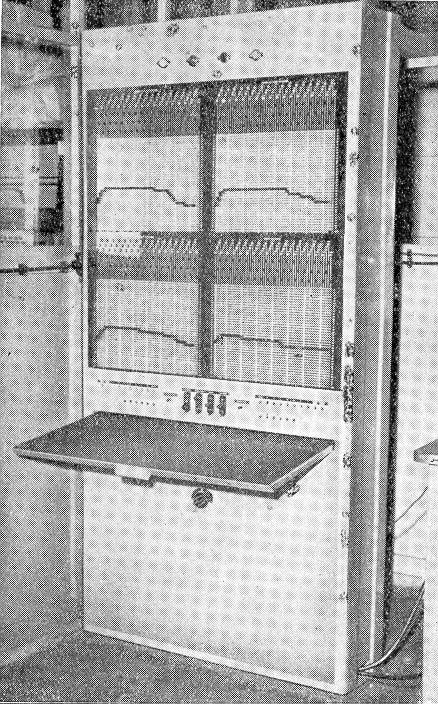 |
| Obr. 9. Pracoviště elektrické kontroly na pásu kanálových voličů. | Obr. 10. Mechanická část montážního pásu. | Obr. 11. Kontrola přijímače otřesy. | Obr. 12. Programové řízení rychlosti pásů. |
Pomocné signály potřebné pro nastavování, jako např. zdroj obrazového signálu, nosné kmitočty obrazu a zvuku všech kanálů včetně modulace ze zdroje kontrolního obrazu a zvuku, rozmítaný signál mezinosného kmitočtu, nízkofrekvenční zvuková modulace a další potřebné signály, rozvádějí se na všechna pracoviště samostatnými kabely ze zvláštní závodní ústředny (obr. 14).
Po osazení přijímače elektronkami dopraví jej pás na prvý typ elektrických pracovišť, kde se přijímač uvádí do chodu. Těchto pracovišť je několik za sebou, aby byl zachován pracovní cyklus. Zde kvalifikovaní pracovníci zapojí přijímač poprvé do sítě a změří v důležitých částech přijímač napětí. Uvedení do chodu spočívá v tom, že přijímač musí být v takovém stavu, kdy všechny regulační prvky fungují a přístroj pracuje aspoň částečně.
Po splnění tohoto úkolu se přijímač zahořuje v zahořovacím tunelu (obr. 15). Zahořování trvá asi 120 min při síťovém napětí zvýšeném o 10% a při zvýšené teplotě.
 |
 |
 |
 |
 |
| Obr. 13. Jedno z mnoha elektrických pracovišť. | Obr. 14. Závodní ústředna potřebných signálů. | Obr. 15. Zahořovací tunel. | Obr. 16. Pohled na pracoviště elektrických kontrol. | Obr. 17. Mechanizace zdvíhání u pracoviště superkontroly. |
Zahořovací rám je pod trvalou kontrolou pověřených pracovníků, kteří při případné závadě zařídí přesun vadného přijímače ze zahořovacího tunelu k opravě.
Během zahořování jsou elektronky i ostatní součásti přijímače značně namáhány a to proto, aby se všechny skryté vady projevily ještě dříve, než započne vlastní nastavování přijímače (obr. 16).
Zahořený přístroj přesune dopravník na další pracoviště k naladění obrazové mezifrekvenční části. Zde se nastavují všechny mezifrekvenční obvody. Kontrolu umožňují osciloskopy. V těsném sledu za tímto pracovištěm jsou pracoviště nálezářská. Nelze-li přístroj z jakýchkoli příčin naladit, vrátí pracovnice přístroj na pás, ten jej přesune k nálezáři, který vadu odstraní a přístroj sám naladí.
Na dalších pracovištích se provádí kontrola rozkladové části. Za tím účelem se přivádí signál kontrolního obrazce ze závodní ústředny k obrazovému zesilovači, aby bylo možno ověřit činnost oddělovače synchronizačních impulzů, klíčovacích obvodů, zdroje automatického řízení kmitočtu, sinusového oscilátoru budiče, koncových stupňů , regulátorů kmitočtu, amplitud a lineárnosti. Po nastavení všech prvků do optimální polohy a po jejich zajištění se prověřuje nelineárnost rozkladu, rezerva výchylky, vysoké anodové napětí obrazovky, regulace a velikost jasu a řada dalších ukazatelů, subjektivně- - pozorováním obrazu, i objektivně pomocí měřicích přístrojů.
Také u těchto nastavovacích pracovišť jsou nálezářská pracoviště, kde se odstraňují případné závady.
Po těchto operacích dopraví pás přístroj na pracoviště, kde se nastavuje zesilovač zvukového mezifrekvenčního stupně. Po zajištění nastavených obvodů se ověřuje činnost nízkofrekvenčního zesilovacího stupně i regulátoru barvy zvuku. K nastavení a kontrole se užívá signálů z kmitočtové ústředny, osciloskopů a elektronkových voltmetrů. I zde jsou nálezářská pracoviště pro případ, že se při ladění projeví závada.
Je-li nastaven zesilovač zvukové mezifrekvence, přesunují se přijímače na další pracoviště, která kontrolují tvar a vlastnosti přenosové charakteristiky celého přijímače od anténních zdířek až k modulační elektrodě obrazovky. Vyhoví-li přijímač i zde, následují další kontrolní pracoviště - kontrola před uložením šasi do skříně. Na tomto pracovišti se přijímače kontrolují postupně na všech kanálech, zjišťuje se rozlišovací schopnost obrazu, ostření, jakost synchronizace, nízkofrekvenční výkon, jakost reprodukce, náchylnost k chrastění a jiné vlastnosti. K těmto pracovištím přísluší opět pracoviště nálezářská. Jedině přijímač vyhovující všem požadavkům lze vestavět do skříně. Smontovaný přijímač dopraví pás k druhému natřásacímu pracovišti. Zde se při kontrole přijímač zapojí do sítě, na anténní svorky se přivede signál, při čemž pracovník pozoruje vlastnosti obrazu a zvuku, a to během natřásání. Vyhovující přijímače procházejí potom kabinami, kde se provádí zákaznická přejímka. Při ní se zjišťují vlastnosti oddělovacích kondenzátorů, spotřeba proudu, citlivost pro obrazový a zvukový kmitočet na všech kanálech, provádí se subjektivní kontrola rozlišovací schopnosti a obrazových vlastností, synchronizace, lineárnosti, ostření apod. Všechny zjišťované hodnoty musí být lepší než hodnoty zaručované technickými podmínkami. Provádí se zde také prohlídka mechanické sestavy a celkového vzhledu přijímače.
Na dalších pracovištích se vyplňují záruční listy, upevňují se kryty na zdroj vysokého napětí, šroubují se spodní a zadní stěny. Hotový přijímač se potom znovu dopraví do zahořovacích rámů, kde je v provozu po dobu asi 180 min při síťovém napětí zvýšeném opět o 10%. Po této zahořovací době následuje poslední kontrolní operace - “superkontrola” (obr. 17). Při ní se přijímače prohlížejí se zřetelem na potřeby zákazníka, kontroluje se vzhled, činnost všech ovládacích prvků, zjišťuje se odolnost proti chrastění, citlivost na poklep a další zákaznická hlediska. Přijímač vyhovující všem přísným požadavkům dopravuje zvláštní transportér samočinně do balírny. Před zabalením se ještě přeleští skříň, ověří se, mají-li přijímače všechny náležitosti, tj. záložní pojistky, návod k obsluze, záruční list, ochranný obal, a teprvé po této poslední revizi se přijímač zabalí. Zabalené přijímače rozesílá oddělení expedice plynule do obchodní sítě.
Aby byla zajištěna dobrá jakost výroby, kontrolují pověření pracovníci dvakrát denně výrobní zařízení.
Je třeba ještě uvést, že každý den se namátkou vybírá určité procento vyrobených přijímačů, které se potom v namátkové laboratoři pečlivě proměřují a podle získaných výsledků se pak provádějí operativní zákroky ve výrobě. Mimoto se trvale sleduje život přijímačů i jejich jednotlivých dílů odebíraných opět namátkou každý týden.
Těmito velmi stručně uvedenými opatřeními a především zásluhou velké péče věnované všemi technickými a organizačními pracovníky závodů n.p. Tesla se podařilo vyrobit statisíce přijímačů, s nimiž jsou spokojeni zákazníci jak v naší republice, tak v zahraničí.